服务热线:
0531-87715567

服务热线:
0531-87715567

hot key words
contact us
山东泰格铝业有限公司
24小时咨询热线:
李经理:13256667075 QQ:805129158
刘经理:15564123596 QQ:3297444128
电话:0531--87715567
地址:山东省济南市济西工业园区
网址:www.sdtgly.com
邮件:sdtgly@126.com
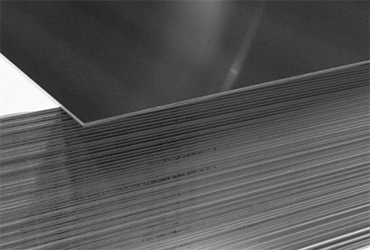
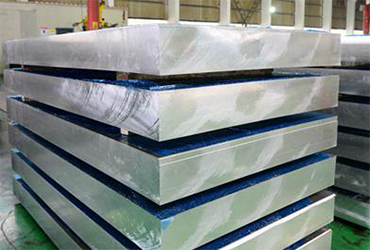
目前,应用于汽车车身的铝合金板主要有不可热处理的5000系(Al一Mg)和可热处理的6000系(Al一Mg一Si)、7000系Al一Zn一Mg一Cu).5000系铝合金具有相对较好的成形性和耐蚀性,但表面质量难以控制,主要用于车身内板;6000系铝合金具有良好的综合性能主要用于车身外板;7000系铝合金价格更高,但更高的强度可使应用的板材更薄而进一步减重,并且其有用作车身高负载结构件的潜力。室温下铝合金的延伸率普遍低于30%,部分牌号7000系高强铝合金的延伸率不足10%,其板材室温成形性较差,利用传统的钢板冷冲压技术仅能成形出形状简单、变形量不大的铝台金零件,而形状复杂的只能采用分别冲压后再连接的方法实现,导致生产效率降低和成本增加。此外,成形件回弹较大。合金元素的添加和热处理工艺的优化对这些问题的缓解已达极限,研究重点转移到将不同的制造技术引入到铝合金板的成形中,已取得了不同程度的研究进展和工业应用。
铝板液压成形采用液体介质代替刚性模具传递载荷,便板材贴靠凸模或凹模,通过控制液体介质的压力和压边力便板材成形为所需形状的曲面零件。板材变形时特定的应力状态和边界条件提高了其成形极限,已应用于铝台金车身覆盖件的成形,但该方法需要配合液体补充等辅助工序,生产效率较低。
超塑性成形利用金属在特定条件下塑性显著提高的特点,在热环境中对板材的一侧施加一定压力的气体,吹胀便板材贴靠凹模。超塑性成形能够成形各种具有复杂特征的大截面零件,载荷小,模具材料强度要求低,凸模简化为平板,设备和模具投入成本低。然而,超塑性成形要求铝合金具有均匀的微细等轴晶粒(通常小于10um),且变形时不易长大;变形温度大于0.5Tm (Tm为熔点温度),且保持恒定;应变速率为10-4一10-3s-1。严苛的微观组织要求限定了可用的板材主要是特殊工艺制备的5000系铝合金板,成本甚高;同时,极低的应变速率制约了生产速度,尽管通过一模多件和与冲压预成形复合措施缓解了该问题,但不足以扭转热胀成形仅适用于高档汽车零件的小批量量产的境况。为此,通用汽车公司改进了传统的超塑性成形工艺,以提高设备和模具成本为代价降低成形温度、提升成形的应变速率(10-3一10-1 s-1),成形板材可选用改进的T本5083铝台金,已在车身覆盖件中得到较大规模的应用。尽管如此,超塑性成形要求坯料有冗余来保证充气密封,成形后需要额外的切边工序,这些缺点制约看降低成本和提高生产效率的空间。
电水成形实验表明,应变速率达到103s-1量级时,6022一T4和7075 - T6铝台金的室温可成形性分别提高70%和100%。但电水成形放电时易产生泄露和飞溅,难于生产应用。电磁成形则是更易于实施的高速成形方法,但该过程中仅有小部分能量转化为变形能因此仅适于较小的零件成形。
综上所述,冷冲压受限于铝合金较低的室温成形性,在车身构件成形中应用范围有限;电水成形和电磁成形虽通过高应变速率显著提高了铝合金的室温成形性,但当前的技术水平还不适于工业化应用;设备和模具投入成本较低的板材液压成形和超塑性成形生产效率低,适于较低量产。鉴于冲压件成本随看量产增加而降低特性,汽车行业大批量生产的需求促使对冲压技术的改进成为必然,其中,将热处理集成到冲压中形成的热处理一冲压一体化技术成为重要发展方向。

 |  |
联系人:李经理
电 话:13256667075
邮 箱:sdtgly@126.com
公司网址:www.sdtgly.com
地 址:山东省济南市济西工业园区
邮 编:250400
关于新广告法及宣传材料的声明:9月1日新广告法规定,所有页面不得出现绝对化用词和功能性用词,本公司支持新广告法,为不影响客户的正常采购体验,页面 明显区域本公司已逐步排查修改,往前页面不明显区域也会逐步排查修改,并且在此郑重声明:本网站所有页面上的绝对化用词与功能性用词再次声明全部失效,不做赔付理由,本网站部分图片、文章来源于网络,版权归原作者所有,仅是为了为客户提供更多相关介绍,不存在不良动机,如有侵权,请与我们联系删除,本公司不接受以任何形式的赔付要求,希望各位消费者理解,也请职业打假人士高抬贵手。
 在线咨询
在线咨询